國藥中生武招字第(2017)094號
本公司因經營管理需要,對培養基室需要的300L配制罐進行公開招標,歡迎具有相應資質的單位前來報名投標。
招標內容:武漢生物制品研究所有限責任公司培養基室300L配制罐
本URS是一份用于定義培養基室新車間安裝的2臺300L(工作容積)配制罐的功能要求、關鍵參數等的關鍵文件。用于指導選型,施工單位按照我公司的相關要求并結合相關規范進行設計、安裝及后期驗證等一系列工作。
本URS僅用于武漢生物制品研究所有限責任公司培養基室新車間安裝的2臺300L配制罐。
|
部門 |
職責 |
|
培養基室 |
負責從用戶的角度起草并審核本URS文件。
負責本URS文件的修改、打印,并將紙質版送各相關部門簽字。 |
|
項目部 |
負責從項目施工角度審核本URS文件。
負責補充項目施工相關內容。 |
|
工程技術部 |
負責從工程技術角度審核本URS文件。
負責補充工程技術及維護維修相關內容。
負責本URS文件歸檔。 |
|
生產技術部 |
負責從生產技術角度審核本URS文件。 |
|
質量保證部 |
負責提供URS文件模板。
負責從質量管理法規角度審核本URS文件。
負責批準本URS文件。 |
4.內容
配制罐的設計選型標準為中國《藥品生產質量管理規范》(現行版),需要通過國家食品藥品監督管理局現行版GMP的現場檢查認證。
各項未作具體說明時,其內容要求適用于配制罐及其附屬結構。
配制罐設計確認必須經過培養基室、項目部、工程部及質保部書面認可。
參照的標準:
《藥品生產質量管理規范》(現行版)
4.2.1 GMP要求
中國GMP(現行版)及其附錄
《藥品生產驗證指南》(2003版)
《中國藥典》(現行版)
GEP良好工程管理規范
計算機系統的驗證符合GAMP5驗證指南的要求
4.2.2安全及環保要求
《固定式壓力容器安全技術監察規程》
安全:達到國內相關標準及CE標準要求
防護等級:電機、電氣、儀表及所有控制系統的部件(包括控制盤)的機械防護等級IP55
機械安全機械電氣設備第一部分:通用技術條件GB-52261-2002
GBZ 1-2010 工業企業設計衛生標準
噪音要求:依照CE標準不得超過75dB
4.2.3其他要求
電氣標準規范
所有電氣設備的電線和電纜必須依據ICE標準
《鋼制化工容器制造技術要求》HG 20584-1998
《鋼制壓力容器焊接規程》JB/T4709-2000
《承壓設備無損檢測》JB 4730.2-2005
《壓力容器涂敷及運輸包裝》JB/T4711-2003
4.3 安裝要求
4.3.1安裝位置
培養基室新建培養基大樓,具體安裝和分配使用情況如下:
|
1 |
300升配制罐1臺(操作間4) |
|
2 |
300升配制罐1臺(操作間5) |
安裝前需要得到培養基室書面確認。
4.3.2安裝尺寸
|
序號 |
配制罐 |
罐體內高徑 |
|
1 |
300L配制罐1臺(操作間4) |
1.2:1 |
|
2 |
300L配制罐1臺(操作間5) |
1.2:1 |
安裝圖紙、罐體設計圖紙需要提前送至培養基室簽字確認。
4.3.3地面承重
4.3.3.1滿足現場建筑承重能力
4.3.4可用公用系統
4.3.4.1飲用水(循環冷卻)、純化水、注射用水
4.3.4.2正壓:0.5Mpa~0.8Mpa
4.3.4.3工業蒸汽:壓力0.4Mpa~0.5Mpa
4.3.5潔凈級別
4.3.5.1控制區。
4.3.6房間環境條件
環境溫度:-5℃~55℃;
相對濕度:不大于85%;
大氣壓力:70kPa~106 kPa
4.3.7可用的能源配制
4.3.7.4電力:三相五線制
4.3.7.5電壓:380V,3相,50HZ
4.3.8材質要求
4.3.8.1罐體材料和設備所有與進料液、純化水、注射用水、蒸汽接觸的部件均采用316L不銹鋼制造,拋光處理,內表面Ra<0.6um。
4.3.8.2所有密封圈材質均為制藥級聚四氟乙烯,蒸汽管道所用密封圈材質為制藥級聚四氟乙烯。
4.3.8.3所有材質耐酸耐堿,不得與培養基及相關溶液有反應。
4.3.9管道與閥門要求
4.3.9.1管道選用316L不銹鋼潔凈管道,拋光度Ra<0.6um,焊接優先采用自動軌跡焊,提供至少20%內窺鏡檢查,無法采用自動焊時,使用手動焊,提供100%的內窺鏡檢查。
4.3.9.2水平管道有1%~2%斜角。指明該設備的最低點位置,并安裝衛生級閥門,以利排空。
4.3.9.3整體設計應最大限度地去除內毒素,避免交叉污染和死角,管件連接處應符合3D原則。需要安裝工業蒸汽壓力表、安全閥。
4.3.9.4系統壓力測試之后,應對系統進行脫脂和鈍化處理,并提供報告。
4.3.9.5設備與管路上安裝的所有閥門、儀表均選用衛生級、盲管符合3D原則,不對產品產生二次污染。
4.3.9.6控制閥、手閥、儀表、設備在相關的P&ID圖上有明顯的標識和編號。
4.3.9.7管道上應從安全及維修方面考慮,在需要的地方安裝手動及旁通閥門。各閥門安裝位置必須便于操作和清潔,同時最大限度保證安全操作。
4.3.9.8必需使用符合GMP認證的閥門。可采用衛生級蝶閥或隔膜閥;接觸純化水系統使用國際一線知名品牌衛生級隔膜閥。閥體材質要求316L不銹鋼。
4.3.9.9閥門所有的密封件必須采用符合GMP衛生要求的材質,隔膜閥選用EPDM+PTFE復合膜片結構。
4.3.9.10閥門安裝符合3D原則。水平隔膜閥必需按要求的角度安裝,以確保殘水排盡。
4.3.9.11手動閥門的手柄帶有開閉限位裝置,氣動閥門帶有開閉狀態指示裝置。
4.3.9.12管道上的所有控制閥都應標注與它們功能相關的永久性標識。
4.3.9.13各配制罐上方均需配備注射用水的標準接口,方便為罐內加水。
4.3.10焊接要求
4.3.10.1每天開機前或焊接管徑變動前提供焊樣和焊樣編號。
4.3.10.2系統管路要求自動焊接。
4.3.10.3提供焊接母材相關資料。
4.3.10.4需要提供適當的焊機設備資料、焊接參數和焊工證書。
4.3.10.5要求有規范的焊接操作程序。
4.3.10.6需要提供焊接日志和焊機打印記錄。
4.3.10.7竣工時提供帶焊點的軸測圖。
4.3.10.8采用自動氬弧焊軌道焊接,高純氬氣(99.999%)保護。
4.3.10.9焊縫平整光滑,無焊渣、毛刺。
4.3.10.10 20%的自動焊點、100%的手動焊點的焊樣需進行內表面的內窺鏡檢查。
4.3.10.11 100%的焊點需進行外表面的外觀檢查。
4.3.10.12內窺鏡檢查的結果以照片或錄像的形式記錄下來,并保存。
4.3.10.13每個焊點有獨立的焊點編號。
4.3.10.14焊接連接為第一選擇,必要時采用快裝連接。
4.3.11攪拌裝置要求
4.3.11.1采用一線知名品牌,能變頻控制。轉速從0-40Hz可調,并具備攪拌轉速顯示表。變速箱設置在具罐體最近位置,易于操作,并防止蒸汽等腐蝕。
4.3.11.2材質為316L不銹鋼,保證2分鐘內將罐體最大容積的液體攪拌均勻。電動機功率不得小于1.5kw。
4.3.11.3配制罐采用立式攪拌,攪拌系統必須具備攪拌卡死時電機保護功能;立式攪拌的最低組扇葉距離罐低不超過20cm。
4.3.11.3立式攪拌裝置上部和攪拌扇葉能快速拆卸。可以制成如下圖所示拆卸方式:
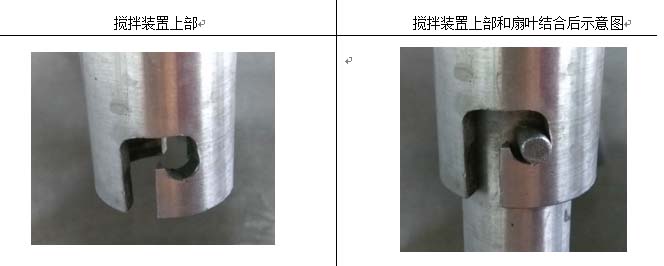
也可制成其他易于拆卸和清洗,無污染的樣式。
4.3.12儀器儀表要求
4.3.12.1蒸汽壓力表:各通蒸汽的管道、罐體夾層均需安裝。
4.3.12.2 pH顯示表:配制罐上安裝配備溫度補償的pH計,能夠顯示不同溫度的pH值。pH測定范圍0-14。顯示方式為電子屏,顯示溫度(精度為0.1)和pH(精度為0.01)。pH計安裝的位置滿足罐體配制最小使用容積仍能夠正常使用。便于校正和更換探頭。
4.3.12.3罐體需永久性凸型液位刻度,最小刻度到5000ml。刻度明確、易于辨認、易于讀數。
4.3.12.4所有計量儀器儀表設施均要經過廠家校驗合格,提供校驗記錄和校驗證書。
4.3.13其他安裝要求
4.3.13.1罐體夾層:罐體夾層具有保溫、加熱、冷卻更能。加熱至少能使罐體內最大容積溶液能達到100℃,溫度可測范圍不能低于100℃。冷卻至少保證罐內最大容積液體溫度能降到35℃。整個夾層厚度(內壁到外壁的厚度)不得超過10cm。夾層分布于整個罐體,包括下部錐形部分。
4.3.13.2現場布線應利于后期維修及更換,并保證設備及人員安全,配電箱應配置足夠的散熱風扇,并保證通風良好,配電箱應盡量遠離高溫高濕區域,配電箱內每條供電線路必須配備過流保護,配電箱必須按照強弱電分離的原則進行配置。
4.3.13.3管道上應從安全及維修方面在需要的地方安裝手動閥門。
4.3.13.5所有零部件和外購件均有編號且與P&ID圖相對應,并提供詳細的記錄資料。
4.3.13.6配制罐需配備保溫蓋。保溫蓋要求保溫效果顯著,同時重量輕,便于清洗。保溫蓋設計要求中間開有水蒸氣排放口,保證配制罐煮沸時,水蒸氣集中在一處排放口排放。
4.3.13.7 罐體之間、罐體與墻面等安裝間距至少大于1.5米,便于維修和清潔維護。安裝時需征求培養基室意見并獲得書面同意。
4.3.13.8罐體底部液體傳輸口應為快捷接口,便于生產人員可能使用軟管傳輸培養基。配制罐只需1處液體排放口,清潔排放口需要直接連接到排放管道,安裝防止回流裝置防止污染,安裝取樣口。底部排放口應在錐形最下端,快捷接口保持近似與地面水平(有一定傾斜角),接口朝向罐體外壁,方便鏈接,排放徹底,不留死水。罐體需安裝噴淋球,噴淋無死角,滿足清潔驗證。
4.3.13.9罐體附屬臺階結構的規定:配制罐加料口與地面垂直距離1.6~1.8米,需配備操作人員站立的臺面。設定兩級臺階。加料口與最高級臺階臺面的垂直距離不大于60cm,臺面寬度為50cm,臺面的長度不小于對應罐體外直徑的1.5倍,臺面與罐體之間的具體間隔5cm。二級臺階長寬與最高臺面長寬規格一致。均需316L不銹鋼。
4.4運行要求
4.4.1原輔料、包裝材料、產品的規格標準
4.4.2設備效率、產能
4.4.2.1配制罐容積:配制罐最大容積300L。
4.4.3工藝參數范圍(速度、溫度等)
4.4.4工藝描述
4.4.4.1 本配制罐主要配制需緩慢消化的基礎液、其他類型基礎液、培養基、溶液。
4.4.5工藝流程
4.4.5.1配制罐
4.4.5.1.1原輔料經過稱量和預處理,在配制罐中按照生產工藝規定的步驟,進行生產,經過出罐過濾、分裝等步驟,得到培養基成品或半成品。
4.4.6設施、設備、儀器描述
4.4.6.1配制罐
4.4.6.1.1設備整體要求應達到中國現行版GMP標準。
4.4.6.1.2提供設備的壓力容器證書及相關檢測、試驗、合格證等相應文件。
4.5電氣、自動控制要求
4.5.1自動控制過程要求
4.5.2自控參數
4.5.2.1攪拌轉速從0-40Hz可調
4.5.2.2具備手動實現保溫、加溫、冷卻功能
4.5.3電氣要求
4.5.3.1電氣系統模擬量信號線采用屏蔽線以減少信號干擾產生的誤差,儀器儀表必須按照規范良好接地。
4.5.3.2無操作模式:系統帶電,但不允許工作,處于待機模式。
4.5.3.3手動操作模式:控制柜應具備就地手動控制功能,采用半自動操作模式,控制部件盡可能聯動,簡化操作。
4.5.4計算機化系統的驗證要求
4.5.4.1該系統新建后,其計算機化系統需經過DQ、IQ、OQ、PQ。
4.5.4.2該系統改造后,其計算機化系統驗證可與設備驗證同步進行,其設備DQ、IQ、OQ、PQ文件中需包含對其計算機化系統的驗證;其計算機化系統驗證也可單獨進行,并單獨起草其計算機化系統DQ、IQ、OQ、PQ文件。
4.6安全要求
4.6.1密封連鎖及壓力保護
4.6.1.1《固定式壓力容器安全技術監察規程》、達到國內相關標準及CE標準要求
4.6.2電氣保護
4.6.2.1防護等級:電機、電氣、儀表及所有控制系統的部件(包括控制盤)的機械防護等級IP55
4.6.2.2機械安全機械電氣設備第一部分:通用技術條件GB-52261-2002
4.6.2.3電氣系統包含電機過載保護、漏點保護,弱電有抗電磁干擾(EMI)功能。
4.6.3其他要求
4.6.3.1嚴格按照行業標準及法規要求進行改造升級。
4.6.3.2焊接工藝應符合行業標準,參考《鋼制化工容器制造技術要求》HG 20584-1998、《鋼制壓力容器焊接規程》JB/T4709-2000、《承壓設備無損檢測》JB 4730.2-2005,不得在用戶使用過程中出現未知的泄漏而造成安全事故的發生。
4.7文件要求
4.7.1所有需要供應商提供的文件
4.7.1.1投標文件、合同、訂單及項目進程。
4.7.1.2相關文件:設計確認及文件(DQ),安裝確認及文件(IQ),運行確認及文件(OQ),性能確認及文件(PQ);清潔、驗證等規范操作程序和對應驗證;各種儀器、儀表等校準文件。
4.7.1.3賣方發運清單。功能設計及詳細設計文件:詳細設計說明;須提供工藝描述和功能標準。
4.7.1.4技術和功能規格(設備及控制系統)
4.7.1.5系統P&ID圖;維修等活動所需的電子版及打印版系統布局圖(包括管線、電器位置和接口要求);電路圖(含電氣竣工圖及自控竣工圖);網絡架構圖;尺寸圖;局部圖(細節圖);硬件設計規范(原理圖);注釋參考等;圖紙清單。
4.7.1.6零配件、部件、元件等均有編號且與P&ID圖對應,并且附相應清單:包括名稱、編號、對應廠家名稱、生產地、規格及詳細的使用說明及代碼說明。
4.7.1.7安裝文件:焊工資質、焊接點圖、焊縫內窺鏡照片、材質(包括材料、關鍵部件等)清單、材質說明及合格證(寫明材料有效期)、校驗報告及計量證書、清潔處理程序、酸洗鈍化程序及鈍化報告、各種標示。
4.7.1.8備用零部件、消耗品清單。提供設備及其零部件使用壽命清單。
4.7.1.9儀器儀表清單及其校準報告和計量證書。
4.7.1.10設備交付計劃表。
4.7.1.11安全報告。
4.7.1.12工廠驗收測試(FAT)和現場驗收測試(SAT)報告。
4.7.1.13工廠驗收測試(FAT):在交貨前,供應商完成設備的出廠測試。制定FAT方案,包括:FAT要求、技術規范和參考文獻。供應商應于FAT測試前一個月將FAT方案交由用戶審核批準。供應商、用戶共同完成相關測試。測試結束后形成測試報告,記錄測試過程中的偏差。
4.7.1.14現場驗收測試(SAT)報告:供應商制定SAT方案,包括:SAT要求、技術規范和參考文獻。供應商應于SAT測試前一個月將SAT方案交由用戶審核批準。供應商、用戶共同完成SAT相關測試。供應商列出材料清單,設備到貨后按照清單逐項進行檢查。IQ驗證之前,確保設備正確安裝,以保證IQ順利進行。
4.7.1.15調試文件:供應商出具調試計劃(調試說明書、調試進度報告、調試清單、驗收測試和啟動程序、保修信息、運行和維護手冊、培訓計劃、再調試計劃等),總測試計劃,檢查計劃,檢測清單,檢查清單,各測試報告,調試總結報告等。
4.8服務要求
4.8.1運輸和安裝要求
4.8.1.1廠家負責運輸和安裝。
4.8.2驗證要求
4.8.2.1賣方需提供所有設備的DQ、IQ、OQ、PQ的驗證文件。
4.8.2.2賣方需提供計算機化系統的DQ、IQ、OQ、PQ的驗證文件。
4.8.3培訓要求
4.8.3.1設備供應商應免費對設備使用方人員進行全面培訓,包括對生產操作人員及設備維護、維修人員。
4.8.3.2生產操作人員培訓包括設備結構原理、性能、操作、清洗消毒、故障排除等基本知識。合格標準為用戶參加培訓人員能夠獨立正確操作設備,會排除常見故障。
4.8.3.3設備維護、維修人員培訓應包括設備結構原理、基本操作、維修、日常保養內容、故障排除等基本知識。合格標準為維修人員能對機械、電器部分進行基本維修,能夠了解設備日常保養內容,能對造成常見故障的易損部件有明確認識
4.8.4售后服務要求及備件要求
4.8.4.1設備保質期從確認驗收的階段就開始計算。
4.8.4.2設備質保期為2年,2年內免費保修,2年后應提供良好的售后服務。
4.8.4.3售后服務必須響應及時,當設備出現須廠家維修的故障后,售后工程師應在接到報修電話4小時內明確答復,當電話溝通無法解決時,須3天內派人至現場解決。
4.8.4.4在2年免費保修期后,廠家應終生提供及時的維修、維護,解決設備運行當中可能出現的疑問,排除潛在故障,使設備保持良好工作狀態。
4.8.4.5配制罐在每次使用時均需用到的配件廠家必須各提供一套,配件必須為市場常用規格。
5.1報名截止日期:2017年07月11日下午3:30時
5.2報名資質:投標人持公司營業執照(副本)、行業許可證、代理廠家的資質信息及授權書、法人委托書、代理人身份證前來報名。
5.3具有履行合同所必需的設備和專業技術能力及提供符合國家要求的合格產品的能力(具有產品經營范圍);具有良好的商業信譽和健全的財務會計制度,近2年來,供貨同類產品業績不少于20臺。
5.4此項目評標標準是以低價優先原則做為商務部分評選基礎,通過評委綜合評選后確定中標推薦人。
5.5投標書需準備3份,一正二副,所有投標方制作標書中必須加入反商業賄賂承諾書。否則視為無效標書。 反商業賄賂承諾書.doc
反商業賄賂承諾書.doc
5.6報名前需提前和相關科室/部門做產品技術交流,以確保產品的功能和技術參數符合使用要求,報名時提交帶有科室/部門主任簽字的確認函。
培養基室聯系人:王主任 聯系方式:13971239911
6.發布人名稱:武漢生物制品研究所有限責任公司
6.1聯系地址:武漢市江夏區黃金工業園路一號
6.2報名聯系人:吳德鑫 汪 洋
聯系電話:027-86637028
報名郵箱:wangyang16@sinopharm.com